ここまで出力できるように復活させるため5日もかかった話。この時点でFDM方式の3Dプリンターなんか一般向けに普及するはずがないと確信するに至ったわけで。
一般家庭に普及できる方式の3Dプリンターの本命は何でしょうね? 液体を流して光造形だと廃液が出るし、粉体を撒いてレーザ凝固方式だと無駄な粉は出ますね。FDM方式は材料には無駄が出ないけれども熱くて危ないし、調整箇所が多すぎて簡単じゃない。
何が起こったかというと、ノズル詰まりです。出が悪いなーと思ってエクストルーダを260℃程度に上げたのが失敗だったようです。本来ノズル内だけで溶融してバレル内で溶融してはダメなABS樹脂がバレル内で溶融してしまったためノズルに圧がかからなくなってしまったようです。バレル側にヒートシンク付いてますが熱容量オーバーしたのかも。
まぁノズル詰まりなんて20年前のインクジェットプリンタでは日常茶飯事だったので、3Dプリンタに置いても今後改善する余地はあるのかもしれませんけど。もう少し精度が高くて内部も平滑なノズルがないとダメでしょうね。
付属のノズルパージキットを使いましたが、鉄棒をバレル側に差し込んで押し下げようとしてもびくともせず。ノズルは250℃まで上げているのにも関わらずです。最後は鉄棒をつかんでいるラジオペンチに上から体重をかけて何とか押し出しましたが、フィラメント手動充填でもノズルから全く樹脂が出てくる気配は無く。諦めてフィラメントを引き上げると、
-□–□–□–
みたいに糸を引いているところと溶けていないところが団子状につながって出てきました。というわけでまず近くのボークスで0.3mmと0.4mmのピアノ線を各1本ずつ購入。
ノズルを昇温してピアノ線でノズル側とバレル側からつついて何とか貫通させた後、手動充填してみると樹脂が真下に落ちて行かずすぐにくるっと上を向いてノズル側に張り付いてしまう状態。このままプリントしてもいいとこ70レイヤー目くらいで樹脂が出てこなくなりプリントに失敗します。だいたい出てきた樹脂が茶色に焦げている時点であかんやろと。
相変わらずノズルパージも何回繰り返してもかなりの圧力をかけないとノズルから排出されないし、これはダメだなーということで今度はアセトンとピペットと塗料缶を手配(念のため交換ノズルも手配:笑)。
ノズルをつけていた状態ではどうにもならないと考えたため、ノズルを取り外してアセトンにドボン。翌日0.3mm→0.4mmの順番でノズルを徹底的に掃除。デンタルフロスで歯間を掃除しているのに近い(笑)。ノズルとピアノ線のどちらが硬いのかもしらない(笑)。とにかくアセトンを流しながら十分にノズルを扱きあげた後、ノズルパージキットに付属しているシリコンオイルを流して再び0.4mmで徹底的に扱く。とにかく0.4mmのノズルなので0.4mmのピアノ線はさほど苦労せずに通せるようになるまでピアノ線でノズル先端のバリを落としてるんじゃないかくらいの勢いで行きます。
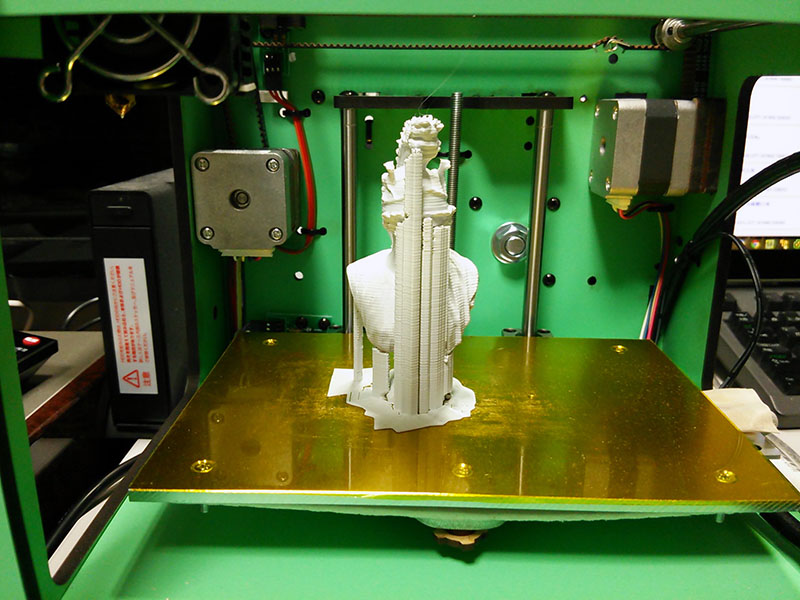
で我ながらノズルは復活したであろうと確信したので、冒頭のとおりいきなりアテーナーをプリントし始める暴挙(笑)。thingverseで見つけました。倍率は自動設定(最大)。たしか1.23倍あたりだったと思います。
横から見る限り大丈夫そうですが。ヒートベッド冷却中。パキパキと御神渡りのような音がする。

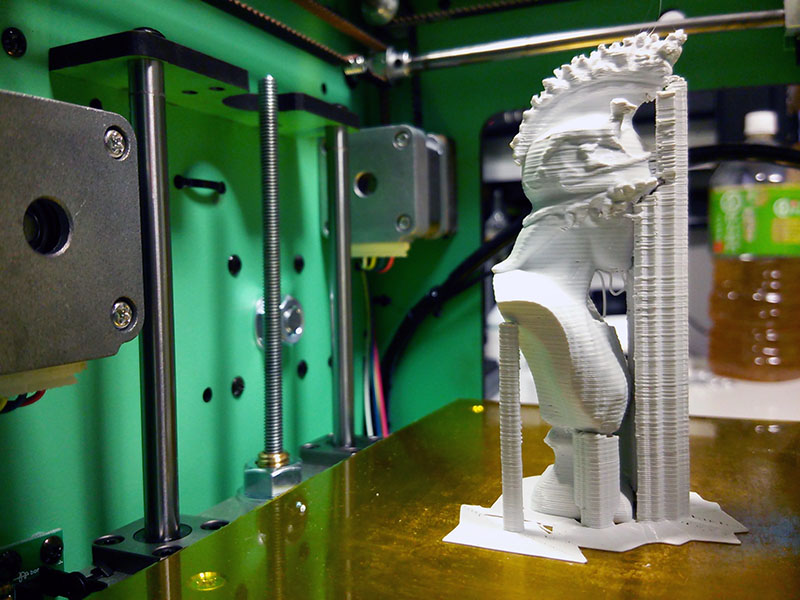
顎のあたりが垂れてるのはスライサーがアホなのか、設定してないのがアホなのか。このあたりも完全に自動化してもらわないと一般家庭向けに販売するにはとても無理だと思う。後ろには失敗して途中でプリント中止した残骸がたくさん。

まぁでも、完全復活ということで良いでしょう!